
在单波峰焊接情况下,PCB在进入波峰焊接设备系统后焊接面上的温度随时间的变化关系大致如图所示。对不同的单波峰设备系统,该温度曲线会稍有不同,但总的规律是大同小异的。这里只做一个举例说明。
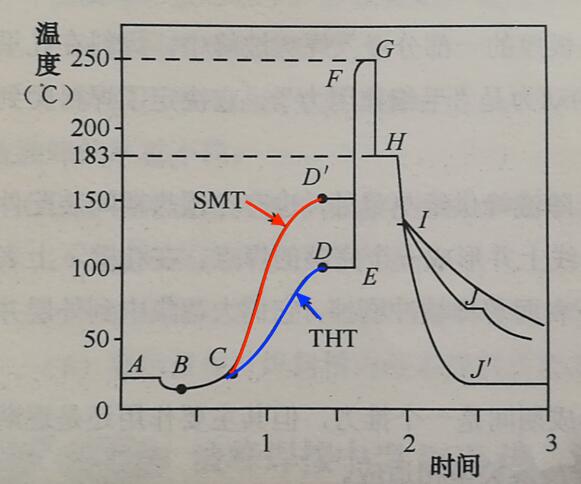
当焊接操作开始,操作者将室温PCBA通过助焊剂涂覆区时,印制板的温度接近于助焊剂的液温,即图中B点。涂覆了助焊剂的PCB从C点开始进入预热区,受热后助焊剂中的溶剂不断被蒸发,而助焊剂中的固体成分开始分解出能净化基体金属的活性物质,在PCB到达D点时,达到预热所要求的温度,这是一般的通孔安装PCBA预热温度曲线。对于SMC/SMD的大量应用的PCBA,由于PCB基板材质、厚度、层数、铜箔黏合剂等因素,决定其热容量的提高,预热温度也随之提高。预热温度被普遍提高到与焊接温度的差值小于100℃以内的程度,如图中红色曲线所示的D‘点(150℃左右)。
对于通孔安装PCBA来说,通过预热区D点后的PCB,已经位于焊料槽的上方,焊料槽表面的辐射热继续维持对PCB的预热。PCB保持预热所达到的温度(DE段)继续前进,直到与焊料波峰相接触的E点。PCB在E点处浸入焊料波峰后温度急剧上升到达F点,并不断逼近饱和温度(G点),由F点到G点的区间为热交换区。F和G之间温差的大小与预热过程是否充分有关。PCB板在此区间要经历3~5s的时间,这个时间的长短与PCB上的热容量有关。
PCB过了G点开始脱离焊料波峰,焊点上的焊料温度虽然迅速下降,但焊料仍为液态,温度降到H点(183℃附近)后并停留一段时间(曲线保持为水平直线段),放出潜热完成液相到固相的转变。H→I为自然冷却段,从I点开始进入强制冷却区,图中I→J为强制风冷的冷却曲线,而I-J则为采用强制液体冷却的快速冷却曲线。
 STM32
STM32 MCU
MCU 通讯及无线技术
通讯及无线技术 物联网技术
物联网技术 电子DIY
电子DIY 板卡试用
板卡试用 基础知识
基础知识 软件与操作系统
软件与操作系统 我爱生活
我爱生活 小e食堂
小e食堂