
插件封装电子焊接
一、材料准备
准备以下材料可以测试及撑握下面的知识点:
1) 电阻 10PCS
2) 电容 10PCS
3) 二极管 10PCS
4) 三极管 10PCS
5) PCB万能板94HB、94V0和FR-4各1片

二、焊接展示及解说
对于初学者来讲,刚开始学习焊接时,最好是焊接插件类的电子零件,主要是撑握以及熟悉以下几种知识点:
1)焊接手炳握势(请参考前面章节)
2)焊接咀温度区分
焊接咀的基本知识
一般的烙铁咀是由以下部分构成:因为铜导热快,能够有效地将加热体的热量传递到被焊接元件的管脚,所以烙铁头的芯体采用铜。烙铁头的大小与热容量有直接关系,烙铁头越大,热容量相对越大,烙铁头越小,热容量也越小,进行连续焊接时,使用越大的烙铁头,温度跌幅越少,烙铁头的热容量高,焊接的时候能够使用比较低的温度,烙铁头就不易氧化,增加它的寿命。烙铁头的热容量高,焊接的时候能够使用比较低的温度,烙铁头就不易氧化,增加它的寿命。扁的、钝的烙铁头比尖锐的烙铁头能传递更多的热量。一般来说,烙铁头尺寸以不影响邻近元件为标准。选择能够与焊点充份接触的几何尺寸能提高焊接效率。
从上述知识中我们可以从宏观到微观了解焊接咀,我们将其咀分成三段,如下图所示分为a,b,c段,整过段称为焊接区,焊接区c段温度传递最快,a段相对传递较低,焊接是讲究时间的,焊久了PCB板被温度烧坏了,零件被焊坏也有可能。熟练运用这三个区焊接极为重要,使用原则是以最短的时间把元件焊接完成,不同大小的零件脚和PCB焊盘大小相对应使用不同的区段。
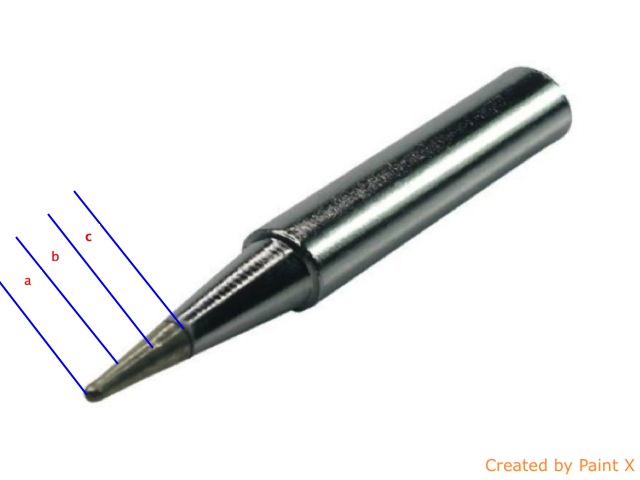
假设,电子零件小脚,PCB板小焊盘,用a段焊接就挺快的,当电子零件小脚,PCB板焊盘很大时,就应该尽量用b或者c段。不然当你把焊咀放下PCB板表面时,热量被PCB表面铜把热量导走,后果是锡没能完全融化,虚焊假焊等随着出现。
焊接作业时温度的设定非常重要。焊接作业最适合的温度是在使用的焊接的熔点+50度。烙铁头的设定温度,由于焊接部分的大小,电烙铁的功率和性能,焊锡的种类和线型的不同,在上述温度的基础上还要增加100度为宜。
3)焊接时间撑握
初步焊接时应该注意,首先将焊台温度调到310~330度(有铅)或380~400度(无铅),焊接时观察焊锡的物理变化,看到焊锡融化变成水一样流动时就可以将焊接咀快递向外抽离,正常情况下,区段选对以及操作得当,每个点的焊接时间应该是1.5~2秒为佳。
4)各种焊锡融点及流动性
有铅焊锡:由锡(熔点232度)和铅(熔点327度)组成的合金。其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。无铅焊锡:特点是上锡能力差,熔点高,无铅焊锡的熔点比一般的Sn-Pb共晶焊锡高大约34~44度,这样电烙铁烙铁头的温度设定也要比较高。
由于不同锡种不同,所以他们的流动熔点也不一样,焊接时间也不一样,初学都多加关注。
5)焊锡与助焊剂用法
上过助焊剂的焊点表面,更容易上锡,是因为助焊剂有去除氧化物,降低被焊接材质表面张力,去除被焊接材质表面油污,增大焊接面积,防止再氧化等,亲自体念一下吧。
6)镊子的用法
在实际焊接过程中,因过热或空间限制等原因,两个手指无法有效的抓取电子零件的情况一使用。
7)不同PCB板材的焊接极限破坏温度
94HB板材:普通纸板,不防火
94V0板材:阻燃纸板,
FR-4板材:波纤维
8)插件零件的焊接极限破坏温度
通过不断测试可以观察得到的结果。

回复
 我要赚赏金打赏帖 我要赚赏金打赏帖 |
|
|---|---|
| 片外存储Flash使用方法(Arduino IDE环境)被打赏¥22元 | |
| 三分钟快速上手ESP-NOW(ArduinoIDE环境)被打赏¥23元 | |
| 【S32K3XX】LPSPI参数配置说明被打赏¥21元 | |
| 在WT9932C61-TINY上实现超声波测距被打赏¥22元 | |
| 基于WT9932C61-TINY的环境构建及OLED屏驱动测试被打赏¥20元 | |
| 【S32K3XX】Core-to-Core 中断使用被打赏¥21元 | |
| 「AI编程记录--含源码」用一晚上的时间写一个esp32的示波器被打赏¥19元 | |
| STM32C0116DK开发探索记(3)被打赏¥30元 | |
| STM32C0116DK开发探索记(2)被打赏¥24元 | |
| STM32C0116DK开发探索记(1)被打赏¥29元 | |
 STM32
STM32 MCU
MCU 通讯及无线技术
通讯及无线技术 物联网技术
物联网技术 电子DIY
电子DIY 板卡试用
板卡试用 基础知识
基础知识 软件与操作系统
软件与操作系统 我爱生活
我爱生活 小e食堂
小e食堂

