
本节内容主要整理一些基本知识,供大家学习参考,方便以后需要选择一些合适工具,基本知识到位,在操作的过程中才起到事半功倍作用,下面让我作来开始学习吧。
焊接基本要素
焊锡焊接主要是靠烙铁头的温度使其融化与线路板充份的融合以达到最终焊接目的,在这过程中烙铁头高温发热,焊接工具发热和烙铁头导热,锡线先择,助焊剂的使用非常关键。
焊接工具
必备级别五颗星![]()
焊台(烙铁),传说中的焊接神器,80年代早期的焊接是用火烧热了再焊的,80以前年代出生的兄弟也许见过,85后应该见不到了,见到的都是电热的烙铁了,后来发展有加气热、风热。


必备级别五颗星![]()
摄子:此工具大家都知道,就不多费口水了,现在我就列举几个实际应用中的用途,在以后的焊接中小零件的抓取,焊接过程中定位,小空间取物等。
必备级别五颗星![]()
焊锡,焊锡是在焊接线路中连接电子元器件的重要工业原材料,广泛应用于电子工业、家电制造业、汽车制造业、维修业和日常生活中。
分为两大种类,有铅焊锡和无铅焊锡,其中还可以分成高温焊锡和低温焊锡。如下图
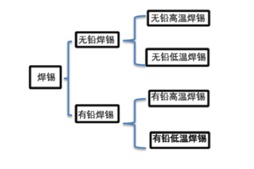
以上焊锡只是按种类来分,还可以按物理型状来分,常见的有锡条,锡线等至于化学成分在这就不讲了,对于初学者来讲,知道这些目前足够用了,对以后的先材方面可以按需选择。
必备级别五颗星![]()
助焊剂,助焊剂通常是以松香为主要成分的混合物,是保证焊接过程顺利进行的辅助材料。焊接是电子装配中的主要工艺过程,助焊剂是焊接时使用的辅料,助焊剂的主要作用是清除焊料和被焊母材表面的氧化物,使金属表面达到必要的清洁度.它防止焊接时表面的再次氧化,降低焊料表面张力,提高焊接性能.助焊剂性能的优劣,直接影响到电子产品的质量。
助焊剂分为助焊膏、松香,助焊膏在市面上容易买到,对于欠发达地区松更容易搞到手,主要的作用都是为了在焊接过程中清除焊接物体表面氧化物,初学都可以做个实验,验证一下是否属实曾加印像。
实验材料:电线两条 焊锡 焊台 助焊剂
方法:将两条电线胶线皮拔开5mm,外露出铜线,分别用焊台对露铜加焊锡,一条加助焊剂,另外一条不加,观察焊接时间及焊接质量。
 (虽然我小时候喜欢咬铅笔,但是铅笔不含铅的啊,还有我焊东西的时候喜欢说:这时间长了铅中毒了,不孕不育怎么办。。。)。
(虽然我小时候喜欢咬铅笔,但是铅笔不含铅的啊,还有我焊东西的时候喜欢说:这时间长了铅中毒了,不孕不育怎么办。。。)。
无铅焊接的助焊剂和焊锡膏注意事项
使无铅焊接成为现实
焊锡膏、波焊液体焊剂、焊剂凝胶和焊锡线中使用的无铅焊剂今天已经成为现实。这些焊剂配系可以强化焊接工艺,其配方可提供出色的熔湿性能,并使无铅装配所需的化学热稳定性提高。
与锡铅合金一同使用的传统助焊剂对于防止无铅合金熔湿速度缓慢以及通常与无铅焊料伴随而来的较高温度则未必适用。专门用于无铅焊接的焊剂配系需要采用新的活化剂套件以及具有热稳定性的凝胶和熔湿制剂,以免出现焊料缺陷。 由于许多无铅合金熔湿速度较慢并具有较高的表面张力,选择适合无铅焊接的正确焊剂可以防止焊料缺陷的增加,并能对保持生产产出起到很大的帮助。 下面将对因转而采用无铅装配时可能增多的一般缺陷进行详细说明。通过选择正确的焊剂和工艺控制,这些缺陷都可以消除。
潜在的缺陷增长 - 无铅表面安装装配
桥接 - 焊锡膏热塌陷性能差
焊锡球 - 焊锡膏塌陷特性差
墓碑效应 - 线路板上存在的热差
不熔湿 - 过度预热或助焊剂活性不足
熔湿性能差 - 焊剂活性差或过度预热
焊锡孔隙 - 热特性曲线过低,或焊剂化学属性不够
焊锡结珠 - 焊锡膏热塌陷性能差或过度预热
潜在的缺陷增长 - 无铅波焊
桥接 - 预热或焊锡接触时焊剂钝化
冷凝垂柱 - 焊剂活性过低或预热温度过高
焊锡球 - 预热不够或焊剂 - 焊料掩模不相容
孔隙填充不完全 - 焊剂活性过低,固态物含量过低,或是预热温度过高或与熔融焊料接触时间过短
对无铅焊剂的要求:
低活化温度
足够的保质期
高活性等级
高可靠性
残留物呈良性,或如果焊锡膏是可水洗型,可以易于清除
无铅焊剂的其他注意事项 :
焊锡膏是用于点胶还是用于印刷?
请注意制造商对于不同的合金使用不同类型的活化剂,应仔细选择焊剂,在活化温度和热特性曲线间做出平衡焊剂与选用的合金的相容性是怎样的?
可靠性属性 (SIR、电迁移、腐蚀)?
无铅焊锡膏的注意事项
选择时应考虑的重要属性:
焊锡球形成测试活动熔湿测试,特定终饰和焊锡气体 (空气或氮气) 孔隙形成的可能程度,无铅合金更易于形成焊锡孔隙粘着寿命随时间的变化模板寿命和废弃时间冷塌陷热塌陷测试温度可达较高的 180-185 C。
保质期测试
加工过程中应作出评估的特性:
可印刷性
衰减/恢复
印刷速度
耐久性
元器件放置
退后粘性
回流
在多种引脚和印刷电路板终饰材料上检验焊点的形成
回流后应作出评估的特性
热冲击
热循环
抗冲击性
可靠性 (SIR)
用于无铅装配的波焊焊剂的技术注意事项
通过喷雾、波峰或泡沫涂敷达到均匀涂敷的能力,能够承受较高的预热温度的活化剂套件,能够在多种无铅终饰、裸铜有机可焊性保护涂层 (OSP)、金镍、锡、浸银、锡-铜材料上使用持续保持活性,焊剂应在与熔融焊料的接触时间中保持活性,确保焊料的良好剥离低残渣能力,焊剂绝不能与熔融焊料过度反应而生成大量残渣焊剂在无铅波焊采用的较高的焊接温度下绝不能褪色或烧焦焊剂在较高的焊料温度下不应分解,如果是免清洗焊剂,则焊剂残留物必须是良性的,而且如果焊剂是可水洗型焊剂,还应易于用热水清除
无铅带芯焊锡线的技术注意事项
焊剂在无铅焊接略高的焊接温度下不应飞溅或过度发烟
焊剂应具有可对多种无铅线路板和元器件终饰进行焊接的活化剂配系
焊剂必须具有足够的活性,并能在烙铁头接触时保持足够的活性,以弥补无铅合金降低的熔湿能力。
如果是免清洗型焊剂,则焊剂残留物必须是良性的,而且如果焊剂是可水洗型带芯焊料,则还应易于用热水清除,使用稍高的烙铁头温度时,残留物不应烧焦或颜色变暗。
回复
 我要赚赏金打赏帖 我要赚赏金打赏帖 |
|
|---|---|
| 片外存储Flash使用方法(Arduino IDE环境)被打赏¥22元 | |
| 三分钟快速上手ESP-NOW(ArduinoIDE环境)被打赏¥23元 | |
| 【S32K3XX】LPSPI参数配置说明被打赏¥21元 | |
| 在WT9932C61-TINY上实现超声波测距被打赏¥22元 | |
| 基于WT9932C61-TINY的环境构建及OLED屏驱动测试被打赏¥20元 | |
| 【S32K3XX】Core-to-Core 中断使用被打赏¥21元 | |
| 「AI编程记录--含源码」用一晚上的时间写一个esp32的示波器被打赏¥19元 | |
| STM32C0116DK开发探索记(3)被打赏¥30元 | |
| STM32C0116DK开发探索记(2)被打赏¥24元 | |
| STM32C0116DK开发探索记(1)被打赏¥29元 | |
 STM32
STM32 MCU
MCU 通讯及无线技术
通讯及无线技术 物联网技术
物联网技术 电子DIY
电子DIY 板卡试用
板卡试用 基础知识
基础知识 软件与操作系统
软件与操作系统 我爱生活
我爱生活 小e食堂
小e食堂

