
聚乳酸(PLA)是3D打印机长丝中最广泛使用的材料之一。
这是因为PLA结合了可承受性,易于打印和机械性能,使其成为一种简单的默认选择。
这些材料在各种应用中也很有用 - 尽管它不一定是任何特定应用的最佳选择。
PLA是印刷中要求最低的长丝之一。它在相对较低的温度下打印,不需要加热床或任何特殊的存储考虑因素。
PLA以纯净的形式提供各种颜色和多个供应商。它经常被用作许多更专业的3D打印机原料的基础材料,例如金属填充,木材填充,黑暗中发光和长丝,添加剂具有更高的机械强度,更高的温度公差和更好的可加工性。
几束不同颜色的PLA细丝。

条形图测量PLA材料的好处。
成本PLA被认为是一种极具吸引力的3D打印材料。它的价格从每公斤15美元到30美元不等,这比第二种最常见的3D打印原料,丙烯腈丁二烯苯乙烯(ABS)和尼龙价格的一半便宜一些。价格较高的供应商通常具有更好的尺寸公差和不太常见的颜色选择icfans。

该图显示了如何测量PLA长丝的尺寸。
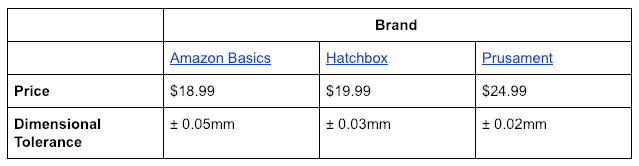
PLA材料价格和PLA材料尺寸公差细节图。
尺寸公差为±0.05毫米可能听起来不错,但是当图表进一步扩展到包括不同价格的长丝之间的横截面积的变化时,更高价格但更一致的长丝的优点变得更加明显。
3D打印机依赖于灯丝横截面积的一致性来确定挤出塑料的确切数量。
对于直径精确为1.75mm的长丝的标称2.40mm2横截面积,预算长丝的直径可以变化±11%。
这意味着,在打印作业期间的任何给定时间,如果您使用最便宜的灯丝,您的打印机可能会挤出多达11%或太少。这种变化会对打印质量产生显着影响。
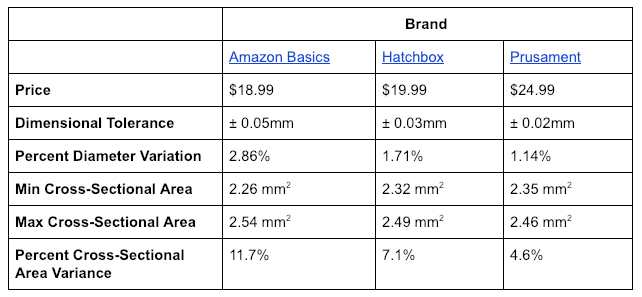
图表列出了从Amazon Basics,Hatchbox或Prusament品牌购买PLA材料时要考虑的细节。
强度当谈到由PLA印刷的部件的机械强度和耐久性时,取决于所形成的部件的类型,存在若干考虑因素。
一方面,PLA非常重要,这意味着它可以支持大负载而不会变形。另一方面,它脆弱,因此不能很好地应对影响。
与其他类型的塑料相比,PLA部件在受到半导体冲击时更容易破裂。

损坏的PLA构建对象的示例。
后期处理使用PLA长丝的最大缺点之一是它是一种难以后处理的材料。
与其竞争对手ABS不同,无法对PLA部件进行化学抛光。因此,如果要删除部件中的打印线或使其表面平滑,则需要进行打磨。
在这种情况下,主要问题是PLA在低温(约60摄氏度)下软化。随着零件的软化,它们会使砂纸上胶或开始形成难看的白色。

PLA材料如何因低温而软化的一个例子。
由于保持零件冷却和坚固的挑战,很难使用电动工具来磨削零件。相反,更多的用户手工打磨以完成零件。
注意:湿法打磨涉及在流水下或某种盆中打磨部件。

图像演示如何湿砂PLA建造的物体。
湿磨砂使部件保持凉爽,同时清洗打磨产生的碎屑。
然而,与干磨相比,湿砂磨的摩擦力降低意味着您的打磨工作可能需要一段时间才能获得完全抛光的部件。
便于使用尽管用PLA长丝印刷是困难的并且后处理是耗时的,但是该材料易于使用。
即使是最基本的3D打印机也可以使用PLA创建零件。PLA具有约205摄氏度的低印刷温度,因此您不需要全金属热端。
PLA也不需要加热床,因为它在冷却时变形很小。此外,PLA发出的气味非常少。
PLA在可用性方面作为灯丝的唯一负面标志是PLA吸收空气中的水分 - 这降低了其质量。因此,强烈建议真空密封PLA灯丝的线轴以及干燥剂包进行存储。
打印机设置如前所述,与其他类型的灯丝相比,PLA在相对较低的温度下印刷。当然,在3D打印方面,可能需要进行一些实验来确定最适合打印机的最佳温度水平。
3D打印机有点像烤箱,每种功能都有点不同。例如,在高温下打印会导致斑点,拉丝和印刷品的细节损失。

图像详细说明了理想的挤出机温度,床温和床粘附设置或PLA材料的选项。
将温度设置得太高会导致热量更高地迁移到挤出机中,从而增加堵塞的可能性。
在低温下打印会导致打印层分层。它们可能不能很好地粘在一起,并且在该过程中印刷品的整体表面质量会降低。

显示使用三种不同温度设置构建的PLA打印质量差异的图像。该图中使用的螺旋花瓶火箭设计由gCreate (CC BY-SA 3.0)提供。
PLA可用于非加热床上的较小印刷品,如果您想制造较大的零件,特别是长而细长的零件,加热床可以帮助减少翘曲。如果使用非加热床,使用边缘或筏印刷可以帮助改善床的粘附性。

在BuildTalk表面上由PLA制成的猫头鹰雕像,以帮助床粘附。此图像中使用的自己的雕像设计归功于cushwa (CC BY 3.0)。
最后,谈到粘合性,PLA可以很好地贴合画家的胶带。只要在表面层磨损时更换胶带,它就可以作为带有或不带加热床的第一层粘合剂。还有许多专门的床涂层产品也适用于PLA,不需要不断更换。
使用PLA的常见项目PLA被认为是初学3D打印项目中最好的灯丝类型之一,因为它是最容易打印的塑料类型。它还具有最低要求,因此可以与低成本3D打印机一起使用。
使用PLA可以很好地进行美学印刷,因为即使没有后处理,它也能打印出光滑,令人愉悦的表面。使用PLA生产高质量的印刷品通常也更容易。
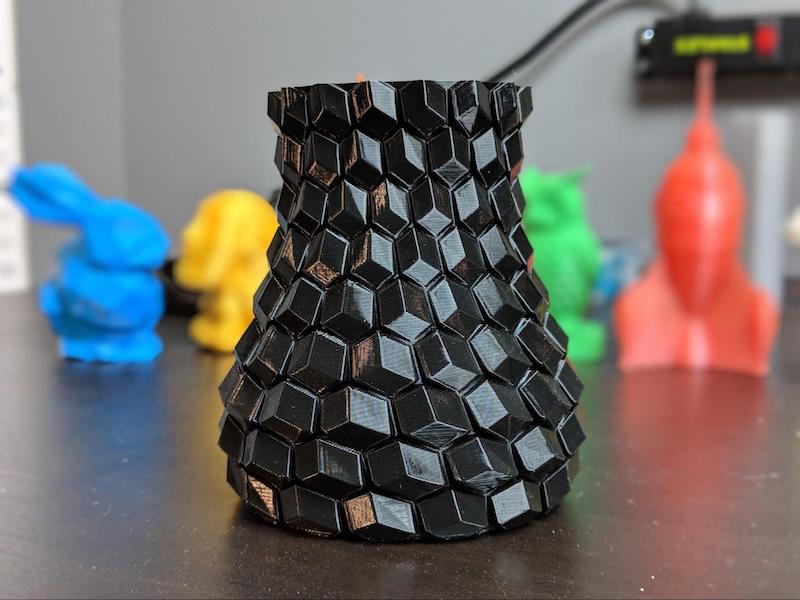
美学上令人愉悦的PLA印花的例子。此图像中使用的弯曲蜂窝花瓶设计由eggnot提供 (CC BY-SA 3.0)
由于其易于使用,PLA是设计原型的自然选择。这允许团队方便地迭代他们产品的不同版本。

使用PLA材料制造的原型印刷部件的图像。
PLA在功能原型中也特别有用,只要部件不受大的力或冲击力即可。例如,电子外壳,低应力支撑结构或低速齿轮都可以在PLA中良好地印刷。
使用PLA材料的实用原型图像。
 我要赚赏金
我要赚赏金 STM32
STM32 MCU
MCU 通讯及无线技术
通讯及无线技术 物联网技术
物联网技术 电子DIY
电子DIY 板卡试用
板卡试用 基础知识
基础知识 软件与操作系统
软件与操作系统 我爱生活
我爱生活 小e食堂
小e食堂

