
不少硅电路工程师正打算抛弃设计规则文件。传统的设计规则是设计与生产之间的桥梁,规定了很多版图几何设计方面的注意事项。但是现在的实践证明,这套基于规则的方法已经不能保证90纳米工艺的良品率了。工程师们认为,现在应该采用基于工艺模型的方法。
随着设计规则的条款越来越多,设计者呼吁抛弃根据设计规则检查整个设计文件的方法,转向依赖工艺模型、面向良品率设计(DFY)的方法。这种呼声现在主要是针对65或45纳米工艺。但专家指出,缺乏有效的工具将使90纳米工艺被广泛采用的时间推迟数年。
业内人士不太愿意讨论良率问题,特别不愿意透露一些具体的量化信息。但是来自国际电子设计质量研讨会(ISQED)上的一些信息表明,90纳米工艺的前途令人担忧。
|
|
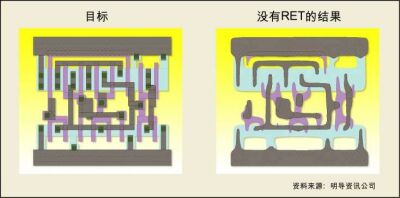
图1:没有采用RET技术,晶圆 |
明导资讯的设计验证和测试部门首席科学家Janusz Rajski在ISQED上指出:“在IBM的90纳米工艺中,仅第二个金属层的规则就有180条之多。”他的统计数据显示这个工艺总共有650多条规则,而且随着设计者转向65纳米工艺,这个数字将呈指数式增长。
“最终,传统的版图几何规则将不再能支持不断增长的设计复杂性。”德州仪器的分辨率增强技术(RET)部门经理Mark Mason说,“现在需要的是一种基于工艺模型的设计规则检查方法。”
最根本的问题并不是新工艺不稳定。在大多数情况下,导致良率下降的原因可以在物理层发现,而且其中许多可以被精确地建模。所以,关键并不在此。相反,这些问题上升是因为每个独立的工艺步骤在某个图案(pattern)上可以产生期望的结果,但在另一个类似却存在微妙差别的图案上可能产生无效的结果。
这方面讨论得最多的例子就是光刻。掩模制造商和光刻操作者已经尽了很大的努力,在步进光刻机上成功地把掩模的图形转换到晶圆上,而这些图形的特征尺寸只有曝光波长(193纳米)的一小部分。分辨率增强技术通过在掩模上增加一些特征,保证光刻能产生预想的图形。这种技术是可重复的,而且建立了很好的模型。但是在裸片上实现这些图形并不仅仅由掩模上的相应图形和RET单元决定,它还可能受到掩模上任何可疑因素的影响。
这将通过图形的敏感度表现出来。例如,一条线段图形的产生可能受它周围是否有直角物体的影响。它也可能受其周围物体数目的影响,或者更准确地说,受其周围空间利用率的影响。更严重的是,线段图形还可能受其周围是否有类似的平行线段(有规律地按一定间距分布)影响,这就是所谓的“禁止间距”问题。
为了保证图案能顺利地转移到晶圆上,除了根据规则插入一些RET辅助图形外,还必须经过一个光刻仿真的验证。最终结果必须和原始设计进行比较,这种比较可以是多边形几何形状的比较或者是电气特性的比较。
但是这些计算对大多数设计团队来说可能太难,而且其花费的时间及产生的庞大数据量会令设计人员退缩。所以,设计团队通常选择更加严格地遵守设计规则,然后观察会发生什么事。
最终,有些图形不能实现,被故障分析人员发现,并在新的设计规则中作出相应规定。
“今天,晶圆加工厂所做的只是识别出失效的图形,然后在设计规则对其做出相应规定。”HPL公司的首席工艺师Greg Yeric说,“当然也有很多研究人员试图在设计规则中引入一些统计学的概念,但结果并不理想,例如仅离子注入的边缘就会有20多条规则。”
“以前,所有对工艺的理解都可以在版图的几何设计规则中得到体现。”德州仪器的Mason说,“然而,随着可制造性设计(DFM)的复杂度增加,传统的设计规则不再能检查出所有的问题。”
光刻就是一个经典的例子。所谓的光刻问题实际上是“频率空间”问题,但是设计规则只能在“几何空间”上做出规定。“特别对于90或65纳米工艺,TI预见光刻复杂度的提高直接意味着设计规则复杂性的增加。”Mason说。
当然,光刻并不是仅有的因素。现在已经证明,在90纳米工艺中,用于较粗尺寸的刻蚀工艺存在问题,部分是因为光刻胶在把图形转移到晶圆的时候也会产生失真。但刻蚀工艺也面临另一种压力,Applied Materials公司的副总裁兼刻蚀产品部总经理Ashok Sinha表示。
“随着为解决光刻问题所投入的资金急速增长,要求刻蚀技术的改进也能跟上光刻的发展。”Sinha说,“这将导致需要全新的技术以及新的光刻胶材料、防反射层和硬掩模等,而且对刻蚀技术增加新的内容会导致整个工艺架构的调整。”对于设计者来说,这意味着如果要通过RET来解决问题的话,刻蚀必须与光刻一起包含在工艺模型中。
对于化学机械抛光(CMP)来说,情况和上面相似。CMP已经变得与图形密切相关,以至于一家CMP设备制造商彻底修改了其CMP机台的设计,以减小这些系统性的偏差。
有些人认为CMP已经没有什么使用价值,他们正试图返回原来基于等离子刻蚀的抛光技术。尽管CMP的物理机理很复杂,为其建模还是可能的,但这很难被包含在设计规则中。
从设计规则转向模型
因此,放弃传统的设计规则转向一种新方法的呼声越来越高。为了避免设计反复,有必要建立一套工艺模型,该模型在设计的最后一步使用,可以精确预测图形转换到晶圆上的效果。
“这些模型还要考虑可制造性问题,能评估从光刻、CMP、侵蚀到时序分析等步骤的可制造性。”德州仪器的Mason还说,“为了在45纳米节点使用这些模型,设计者必须尽早掌握DMF原型,而且这些工具必须被集成到现有的设计流程和RET工具中。”
一些人相信,解决方法是扩展工艺集成工程师开发的所谓技术CAD(TCAD),从而创建工艺紧凑模型(PCM),该模型包含TCAD模型中最重要的部分,但采用了快速计算方式。然后,物理综合和布局布线工具可以看到这些工艺模型对良率的影响。
“解决方法就是在设计和制造流程中都采用TCAD技术,”Synopsys公司DFM解决方案部高级总监Srinivas Raghvendra说,“TCAD使设计者能洞察影响可制造性和良率的很多物理因素。通过TCAD仿真, 可以产生能反映关键器件参数与独立工艺参数之间关系的PCM模型,并被用于实现鲁棒的工艺和设计。”
“在一套工艺投入大规模生产之前,工艺模型还有助于发现设计技术中存在的问题。” Raghvendra补充道,“PCM可以提供精确、稳定的量化模型,允许在设计的早期精确预测产品的良率。”
其他专家也在朝这个方向努力。例如,KLA-Tencor公司与东芝公司和集成系统工程公司有一个合作项目,使用PCM来研究工艺变异与电子变异的相关性,因此设计人员可以估计出在他们的设计中电子参数的变异。
但是PDF Solutions公司质疑仅靠PCM不能覆盖所有的必要信息。“早期,我们试图使用TCAD向工程师传递良率信息,”PDF公司总裁兼CEO John Kibarian说,“但是我们发现,除非加上很多实际测量的数据,否则TCAD本身不能正确反映某些问题。”
在哪使用工艺模型
另一个问题就是在整个工艺流程中,在哪里引入这些模型?最明显和最简单的选择是在流片之前做一次工艺仿真,其作用相当于一次超级的版图/原理图对比(LVS)验证。但是这种方法将导致无休止的设计反复。设计反复起源于180纳米工艺的时序收敛问题,当时的解决方案是在物理综合、布局布线期间,提前对时序进行简单的、可计算的估计。一些人认为,在使用以上对图形敏感的模型时,也要采取以上的方案。
“我们需要预测工艺与设计之间微妙的相互作用,并从结构上保证版图的正确性。”德州仪器的Mason说,“通常,我们发现设计者可以在不牺牲性能的前提下,找到一种更好的方法提高可制造性,但是设计者并不了解一些错综复杂的工艺细节。”
PDF公司的Kibarian提倡这种方法。“在底层规划、综合、布局和布线的早期,你就应该对不同方案之间的良率做精确、定量的比较。”他说,“如果想提高产品的质量,一种方法是在整个设计过程中,同时优化良率、时序和信号完整性等诸多指标。”
但这也意味着模型必须易于计算而且速度很快。“通过TCAD,我们可以对工艺中相关方面进行建模,”Applied Materials公司副总裁兼新业务部门的首席技术官Mark Pinto说,“但问题是这是否易于实现。我们需要在单元设计中考虑良率因素,但是我们也需要适合综合和布线工具使用的简单模型。”
“为此,我们需要进行简化,正如BSIM模型简化了Spice仿真结果一样。但是现在还没有人能做到这一步。”他补充道。
在目前的设计流程中有3种方法可以对特定图形的良品率进行评估。其中之一是通过二维傅立叶变换进行图形匹配。该工具可以找出已知良品率的图形和设计中某个局部区域之间的最佳匹配。
第二种方案更具预防性,即在设计中找出已知是错误的部分,并评估去除这些部分带来的好处。第三种方案是通过一种快速执行的试探性方法,查出设计中有问题的部分,然后对这部分做一个简单的工艺仿真。
但另一种不太受工程师们欢迎的方法也逐渐浮现。随着工艺几何尺寸越来越小,图形的敏感度越来越高,要得到一个紧凑的可计算模型也越来越难,甚至不能实现。
“我们最终可能只能在经过测试验证的物理图形库中进行选择。”PDF公司的 Kibarian警告道,“如果我们在45纳米节点仍然使用193纳米光刻,这种情况很有可能发生。”
德州仪器正在试图将两种方案结合使用,一方面采用基于PCM的仿真来估计良率,另一方面在输入图形的范围上加以限制。Mason说:“我们怀疑图形匹配技术是否能覆盖整个输入范围,即使对于仿真来说,也很有必要限制设计者的选择。”
根据设计选择来预测良率的方法才刚开始起步,而其最终结果可能是注定的。
“我们预计在这一代工艺上得不到比上一代工艺更好的良率。”HPL公司的 Yeric说,“但是我们必须解决这些系统性的良率问题,以缩短两代工艺的差距。”
作者:张国勇、来大伟
 我要赚赏金
我要赚赏金 STM32
STM32 MCU
MCU 通讯及无线技术
通讯及无线技术 物联网技术
物联网技术 电子DIY
电子DIY 板卡试用
板卡试用 基础知识
基础知识 软件与操作系统
软件与操作系统 我爱生活
我爱生活 小e食堂
小e食堂

