
一种基于运动控制卡的数控专用机床
摘要:本文介绍了大米加工机械中,磨辊加工数控系统的硬件组成,控制程序的模块构成和关键算法。该系统以工控机为中心,采用VC++开发底层控制程序,利用DMC-1842 四轴运动控制卡实现了对拉丝机床的控制要求,满足了该专用机床对安全性、稳定性和易操作性的要求。
关键词:计算机控制;运动控制卡;数控机床;插补;DDE
A SPECIAL MACHINE TOOL BASED ON MOTION CONTROL CARD
Xu Zhipeng
School of Physics Science and Information Engineering, Liaocheng University ,
Liaocheng, Shandong, 252059
Abstract: This paper illuminates the control system of a kind of special machine tool,
which is used in rice processing, include the hardware, software and key algorithms. It is based on industrial computer. Visual C++ is used to develop controlling algorithm of the program. The multi-axes motion control card, DMC-1842, is utilized for realizing the complex function, the system satisfies the demand of security, stability and easy
workability.
Keyword: computer control, montion control card, numerical control machine
tool ,interpolation,DDE
小麦加工成面粉的历史,可以追溯到几千年以前,随着人类社会的进步,出现了代替人工的动力制粉,辊式磨粉机的出现大大提高了加工效率,而磨辊的特性直接影响着成品面粉的质量。本文旨在介绍一种用于加工磨辊的专用机床。
1 工艺要求
磨辊的表面接近水平地均匀分布着横向的凹槽,两个凹槽之间形成一条丝,一周的丝数从几百到一千不等,凹槽与水平方向有微小的夹角,因此凹槽的几何结构严格说来是一种螺旋结构,是磨辊的水平移动和转动同时运动的结果,其加工称为拉丝过程。当磨辊的磨损达到一定程度时,需要重新加工凹槽,因此要利用砂轮对磨辊先进行磨光,去掉凹槽,称为磨光过程。另外,操作人员可以通过输入参数调整一周的丝数,对现场的电机进行起停,故障时自动切断电源,急停等。
2 设计分析
该工艺属于多轴同时运动的过程,其中拉丝过程中凹槽的水平方向和转动的同时运动需要两个坐标轴的联动,也称作电子齿轮运动方式。传统的基于DI/DO 的板卡没有此功能,需要在程序中加入插补算法实现,使程序变得复杂,另外,传统的DI/DO 板卡的主要功能是基于数字量的实现,对于速度控制、点对点的控制等功能没有现成的算法,因此加大了软件的工作量及系统的负担,造成系统的不稳定。因此,我们选用美国GALIL 公司DMC-1842 四轴运动控制卡。运动控制卡在数控机床、机器人控制等领域具有广泛的应用[2][3],目前主要厂商是国外公司,随着控制卡的普及和应用,国内有关研究机构也在开发自己的控制卡产品[4]。GALIL 公司的DMC-1842 运动控制卡具有PCI 总线结构,是美国Galil 公司专为低成本应用领域而设计。它采用32 位微处理器,可控制1-4 轴,其本身已经具有多轴直线插补、圆弧插补、轮廓控制、电子齿轮和电子凸轮等功能,板上有2Mflash 可擦写存储器及2M RAM,可存储用户程序、数量、数组和控制程序,并可脱机运行。该卡提供C++、VB 编程接口。另外,该卡还有8 路通用输入和输出,可用于现场电机的控制、急停、故障报警等[5]。另外,由于磨光操作需要较高的精度,而机床本身由于机械的原因,存在着运动间隙,因此,砂轮轴的运动检测采用光栅尺,产生闭环反馈信号,以保证磨光的精度。
3 数控拉丝机的结构:
该机床由Z、C、X1、X2 四个轴组成,如图1 所示,其中Z 轴用作磨辊的水平移动,C轴用于磨辊的旋转运动,X1 轴是刀具轴,X2 轴是砂轮轴,用于把毛坯的辊子经过粗磨,精磨,加工成为符合要求的待加工磨辊。
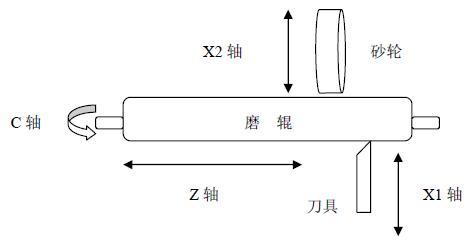
图 1 机床结构
4 控制系统硬件设计
控制系统基于工业控制计算机,利用美国GALIL 公司四轴控制卡对四个轴进行控制,
采用VC++编写下层控制程序,VB 开发操作界面,通过DDE 传递控制命令,提高了系统的稳
定性和直观性,如图2 所示。
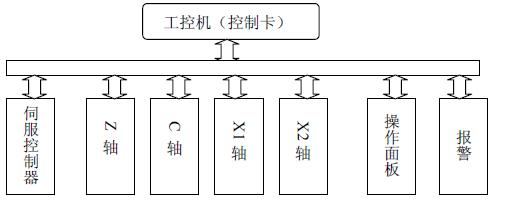
图 2 硬件结构
采用标准工业控制用计算机,操作面板的功能包括急停,电机的手动起停等操作,利用
触摸屏来实现。运动控制卡采用美国Galil 公司的DMC-18X2 运动控制卡,伺服控制器采用日本松下公司产品,同时向控制卡提供编码器反馈信号。该编码器为2500 脉冲/转,经过伺服控制器四
倍频后,即10000 脉冲/转,提供给控制卡。光栅尺的选择根据加工精度要求,采用1000 脉冲/毫米产品,行程200 毫米。接口卡美国Galil 公司配套产品,提供对按钮、编码器、急停、故障等的接线。
5 软件设计
软件平台采用Windows 操作系统,VC++开发运动控制程序,VB 开发界面,分为拉丝和
磨光两个主要画面,采用DDE 方式进行VC 和VB 之间的通讯,。其功能包括板卡初始化,接
通电源,各个轴的运动起点和终点确定,对丝,拉丝,磨光等几个步骤。
5.1 运动控制模块的设计
针对以上各种功能和控制卡的特点,控制程序采用VC++编制,模块化程序设计,提高了系统的稳定性。系统的框图如下:
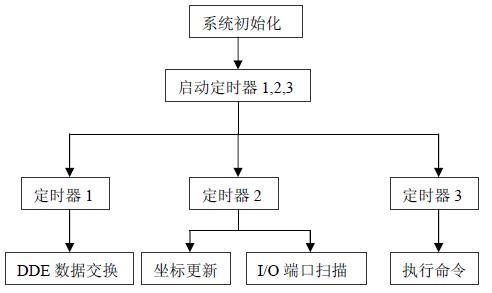
图 3 系统框图
5.1.1 DDE 模块
作为DDE Server,负责与向界面提供各种状态指示,以及传送来的各种命令的解释,
及时把各个轴的坐标数据发送给VB。该模块的定时扫描周期为100 毫秒。
在实际应用中,由于界面与控制程序分属于不同的程序,因此二者之间存在着同步的问
题,我们在控制程序中设立了状态指示字,用于指示、更新当前的运动状态。
利用DDE 的XTYP_EXECUTE 会话方式,由客户端发送命令到服务器端,由于传送命令较
多,我们定义了数据传送格式,以区别不同命令。

其中前面三位ABC 是命令码,代表命令的类型,编码从001 开始,依次累加,后面以”,”
分割,然后是该命令的运动参数,比如点动命令的不同方向等。有的命令参数不止一个,可
以依次扩充,最后以”*”结束。
例如:C 轴点动命令,命令码是016 ,可以有两个方向的运动,因此它的命令形式为:
016,0 *。0 代表顺时针方向。
5.1.2 命令处理模块
负责实时监测DDE 传送来的各种命令,然后执行不同的子模块,包括点动、拉丝、磨光、开停电机等等。该模块是运动控制程序的核心部分,所有命令都通过此程序执行。定时扫描周期为100 毫秒。
5.1.3 坐标更新模块
实时监测各个轴的反馈脉冲值,然后进行计算,得到坐标位置,同时得到该轴的运动方向等参数,更新坐标轴位置。更新周期同样为100 毫秒。
5.1.4 端口扫描模块
对数字量输入端口定时进行扫描,包括急停、电机按钮、伺服控制器故障等信号的处理。更新周期100 毫秒。
5.1.5 故障诊断模块
包括对程序自身正在进行的操作的状态指示,接收DDE 命令的历史记录显示,以及发送
给控制卡命令的记录显示,向操作人员提供故障诊断信息。
5.2 关键算法的处理
5.2.1 磨辊的分度
磨辊的表面一周分布有数百条凹槽,设为n,实际应用中,磨辊转动一周的脉冲数是固
定的,假设为P,当然P/n 一般不会得到整数,设
N = floor(P/n) 即N 为不超过P/n 的整数,代表每一个凹槽所占有的脉冲数,设
R = P – N*n
即R 代表多出的脉冲数,问题转化成为如何处理R 个脉冲。一般情况下,N>>1,而RN,
因此我们可以把R 个脉冲均分到n 个凹槽中,实际上,我们采取把R 个脉冲分到了从1 开始
到R 的凹槽中,由于N>>1,这种方法产生的误差可以忽略不计。
5.2.2 间隙的处理
由于机床的机械原因,造成刀具、C 轴等的运动存在间隙,例如在对丝过程中,由于正
程和反程的相反运动,磨辊在C 轴的位置存在间隙误差,因此在正常分度以前,我们加入C
轴的反向旋转一个分度、然后正向旋转一个分度,这样成功消除了间隙误差。
5.2.3 拉丝过程
拉丝过程是刀具进给到与磨辊接触位置,然后保持不动,磨辊在Z 轴正程方向从起点移
动到终点,同时C 轴方向以电子齿轮比转动,在磨辊的表面加工出一条槽,然后磨辊反程回
到起点,转动一个分度脉冲,同样运动加工出第二条槽,循环上述动作,直到最后一条,即
完成一周的加工,如图4 所示。
6 结论
本文作者创新点:利用运动控制卡实现了大米加工行业中的拉丝机床计算机控制,在该
行业中具有一定的领先水平,同时,系统的控制算法由VC++编制,具有运行稳定、速度快
的特点,而上层界面由VB 开发,具有良好的人机交互界面,这种组合式的结构既能保证系
统的稳定性,又能提供友好的操作环境。该系统实际运行效果性能稳定、操作简捷、具有较
高的精度,提高了加工效率,可为大米加工、饲料加工等企业带来200 万元以上的经济效益。
参考文献:
1 :孙斌、杨汝清,基于PC 的数控系统的研究现状和发展趋势,机床与液压,2001(4)。
2.熊先锋,邢继峰,左洪波,曾晓华. 普通运动控制卡在LabVIEW 平台上的应用[J]. 微计算机
信息,2006,11-1:139-141.
3. 陈志国, 须文波. 基于运动控制卡的机器人智能切割系统[J]. 微计算机信
息,2005,8-3:95-97.
4. 刘锦铃, 吴永明, 刘建群. 基于PCI 9052 的运动控制卡的研发[J]. 微计算机信
息,2006,5-1:143-145.
5 :美国Galil 公司运动控制卡随机资料。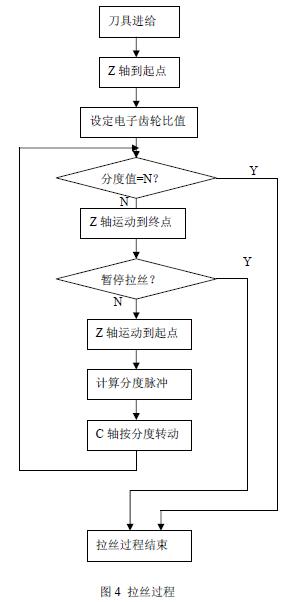
 我要赚赏金
我要赚赏金 STM32
STM32 MCU
MCU 通讯及无线技术
通讯及无线技术 物联网技术
物联网技术 电子DIY
电子DIY 板卡试用
板卡试用 基础知识
基础知识 软件与操作系统
软件与操作系统 我爱生活
我爱生活 小e食堂
小e食堂

