
据保守估计,目前全球至少安装了25万台风轮机。未来四年里,全球风轮机市场预计将增长278 GW的陆上容量、44.3 Gw的海上容 量。1 这相当于至少100,000台3 MW的风轮机。随着可再生能源呈现这种增长,加上国家电网的电力投入,风轮机(WT)装置的可靠运行已成为工业和政府结构着重研究的课题。对WT可靠性的量化研究显示,可靠性随时间不断提升。例如,2016年美国国家可再生能源实验室报告2 显示,在2007年至2013年间,包括变速箱在内的大多数WT子系统的可靠性都得到了提高,变速箱停机时间缩短了7倍。但是,在2018年,变速箱仍然是三大常见故障点之一,且材料成本最高。2,3 变速箱每次故障的平均成本最高,一次大型更换平均花费€230,000。
变速箱组件的可靠性相对较差,因此需要重点对齿轮、轴承和轴实施状态监控。除了变速箱之外,转子叶片和发电机是WT系统中 故障率最高的组件。5,6 目前商用风轮机状态监控系统有很多,其中大部分使用振动传感器来实施变速箱分析。目前已经有一些 商用的转子叶片监控系统 ,但这个领域尚待继续研究。大量相关资料支持在风轮机中使用振动监控系统,包括详细调查和分 析各种系统的优势。8 但很少有资料会介绍风轮机应用对振动传感器的要求。本文从系统角度,提供关于风轮机组件、故障统计、 常见故障类型和故障数据收集方法等的见解。本文从WT组件上的常见故障入手,讨论振动传感器要求,例如带宽、测量范围和噪声密度等。
系统组件、故障和传感器要求
图1和图2显示风轮机系统的主要组件,并提供风轮机变速箱的详细结构。下面几节将重点介绍变速箱、叶片和塔架对状态监 控的要求,重点介绍振动传感器。对于其他系统,例如偏航驱动、机械刹车和发电机,我们一般不使用振动传感器进行监控,而是监控扭矩、温度、润滑油参数和电信号。
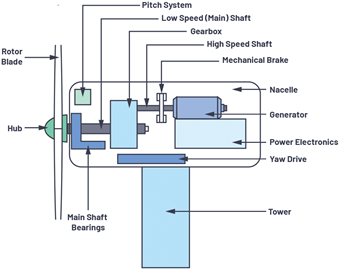
图1. 风轮机系统组件
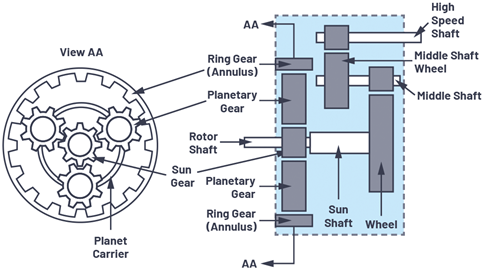
图2. 变速箱的结构
变速箱
风轮机变速箱将机械能从低转速的转子轮毂传输到高速发电机。同时,WT变速箱承受着不同风速带来的交替载荷,以及频 繁制动导致的瞬变脉冲。变速箱包括一个低速转子轴和主轴承,在风力驱动转子叶片时以0 rpm至20 rpm(不到0.3 Hz)的转速运 行。要捕获不断增加的振动信号,需要振动传感器使用直流电运行。行业认证指南特别指出,振动传感器的性能需要达到0.1 Hz。9 变速箱的高速轴通常以3200 rpm (53 Hz)的转速运行。为了提供足够带宽来捕捉轴承和齿轮故障的谐波,推荐低速和高速轴振动传感器的性能达到10 kHz及以上。9 这是因为无论转速多大,轴承谐振一般都在几千赫范围内。10
到目前为止,轴承故障是引发变速箱故障的最大原因。一些研究表明,轴承故障是引发灾难性齿轮故障的根本原因。 11 当高速轴上的后轴承失效时,高速轴发生倾斜,造成中间(中部)轴齿轮的传输不均。在这种情况下,齿轮的接触齿极易发生故障,如图3所示。
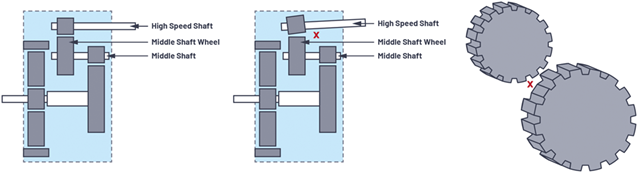
图3. 中轴齿轮断齿
轴承润滑(油)不足是导致主轴轴承故障的主要原因。可用的解决方案(例如SKF NoWear)包括特殊轴承涂层, 12 可将缺油运行时间提高6倍以上。
即使采用特殊的轴承涂层和其他变速箱改进方法,我们仍然需要使用合适的振动传感器来监控变速箱的主要轴承和高速轴承。振 动传感器的本底噪声需要足够低,以便能够检测到早期振动幅度(g范围)较低的轴承故障。较老的MEMS技术,例如ADXL001 ,其本底噪声为4 mg/√Hz,足以捕捉轴承外环的故障。13 图4显示,外环故障先出现约0.055 g的频率峰值,且轴承表现良好,从噪声密度角度来看,本底噪声低于2 mg/√Hz。参考的13数据采集系统的过程增益导致噪声大幅降低,因此测量得出2 mg/√Hz本底噪声。只有在DAQ 系统实现了足够的过程增益,且噪声为随机的情况下,才适合使用本底噪声为4 mg/√Hz的传感器。一般情况下,最好使用本底噪声 为100 µg/√Hz至200 µg/√Hz的振动传感器,而不是基于过程增益,后者只有在噪声为随机且不相关的情况下适用。
本底噪声在100 µg/√Hz至200 µg/√Hz之间的传感器在捕捉正常的轴承运行状况方面表现出色,在捕捉mg/√Hz范围内的早期故障时则 表现卓异。事实上,使用本底噪声为100 µg/√Hz的MEMS传感器甚至能够更早检测出轴承故障。
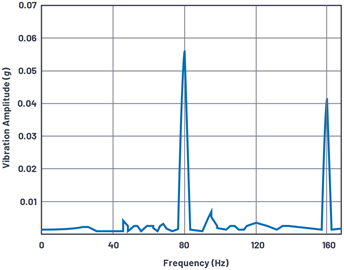
图4. 使用MEMS加速度计ADXL001测量轴承外环的故障
在不到0.1 g时,显示初始轴承损坏,而在达到1 g时,通常表示深度 轴承损坏,这会触发维护。 14 图5显示,当振动幅值超过6 g时,需维护变速箱和更换轴承。如前所述,轴承故障频率会在更高频率下 发生。在更高频率下实施测量需要使用g范围规格更大的传感器。这是因为测得的加速度重力值与频率成比例。因此,与在低频率下 相比,在更高频率下,相同的少量故障位移会导致更高的重力范围。一般指定在50 g至200 g时使用测量范围高达10 kHz、更高带宽的传感 器,尤其指定适用于风轮机应用.由于结构冲击或突然的机械断裂,振动传感器也需要涵盖冲击载荷工况。因此,一般将典型的商用振动监控系统的满量程定为至少为50 g至100 g。
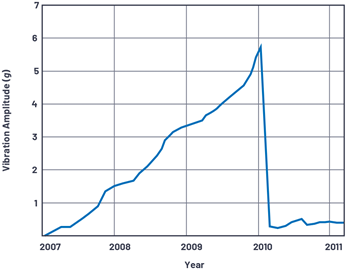
图5. 振动幅度为6 g时的轴承位移
对于风轮机主轴承,要求至少使用一个单轴振动传感器,推荐使用两个,并在轴向和径向上测量。 9 轴承环上的轴向开裂可能使轴 承寿命缩短至仅一到两年。15
由于变速箱本身很复杂,如图2所示,所以建议使用至少6个振动传感器来实施状态监控。 9 在选择传感器的数量和位置时,应确保能够可靠测量所有齿轮啮合和缺陷/转动频率。监控变速箱的 低速级时,需要使用一个单轴传感器,放置在尽可能靠近环形齿轮的位置。监控变速箱的中间和高速级时,需要在中心齿轮、 中间轴和高速轴位置使用一个单轴传感器。高速和中速轴承内环的轴向开裂已成为影响风轮机变速箱寿命的主要原因。15
对于变速箱监控,未来要改善的状态监控领域包括无线振动监控系统的采用,但持续研究才能持续为这些解决方案提供支持。8
转子叶片
风轮机的转子叶片和轮毂组件在低速下捕捉风并传输扭矩。导致叶片故障的主要原因包括极端风荷载、结冰或雷电等环境 影响,以及不平衡。这些因素导致断裂和边缘开裂,以及径节系统故障。目前只有少量商用振动监控系统,可以分布在叶片外部和内部。 8 已经使用MEMS振动传感器在叶片上开展大量学术研究,比如Cooperman和Martinez的工作, 16 其中还包括陀螺仪和磁力仪。我们使用这些传感器的联合输出来确定风轮机叶片的方向和变形。相比之下,很少有商用振动监控系 Weidmuller BLADEcontrol®,17 ,它使用每个转子叶片内的振动传感器来测量每个叶片的自动振动行为的变化。BL ADEcontrol系统主要用于检测引起涡轮过度振动的转子叶片上的极端结冰状况。
一般来说,大型风轮机叶片(即直径40米以上的叶片)的首级固有频率在0.5 Hz至15 Hz之间。 18 对涡轮叶片 18 上的无线振动监控系统的可行性研究显示,因振动激励导致的叶片频率响应远高于基频。其他研究 19 表明,由叶片边缘变形引起的叶片频率与叶片扭转变形引起的叶片频率之间有显著差异。叶片边缘变形的固有频率在0.5 Hz至30 Hz之间,叶片扭转变形的固有频率高达700 Hz。用振动传感器测量基频以外的频率需要更大的带宽。DNVGL状态监控规范认证9建议对转子叶片使用振动传感器,它能够测量0.1 Hz至≥10 kHz的频率范围,其中一个传感器放在转子轴上,另一个放在横向方向上。振动传感器在转子叶片上可以实现高频率测量范围,它也必须具备至少50 g的大幅度测量范围,与变速箱轴承的要求类似。
带风机的塔
风轮机塔为风机外壳和转子叶片总成提供结构支撑。塔身会遭受冲击损坏,导致塔出现倾斜。塔倾斜之后,叶片与风向之间无法保持最佳角度。测量倾斜度需要使用操作功率可以低至0 Hz的传感器,如此在零风条件下,也可以检测到倾斜。
基座部分的结构破坏会导致塔摇晃。塔摇晃监控集成在一些涡轮状态监控系统中,与变速箱振动监控相比,可以商用的选项并不多。 8 Scaime状态监控系统 20 使用加速度计、位移传感器、应变传感器和温度传感器来监控叶片、塔和基座的状况。根据DNVGL规范,Scaime加速度计的满量程范围为±2 g, 20 监控频率范围为0.1 Hz至100 Hz。 9如前所述,在静态条件下(无风力),当塔架结构发生故障导致倾斜时,频率的最低限值降低至0 Hz。要实施倾斜测量,需要使用具有良好的直流稳定性能的传感器。MEMS传感器,例如ADXL355采 用气密封装,可以实现行业领先的0 g失调稳定性。
研究 21 证实,最小±2 g范围的振动传感器足以对塔实施监控。在正常运行模式下,25 mps的最大风速可产生小于1 g的加速度重力电平。事实上,在"基于现场测量和有限元分析的风轮机塔基础系统可识别应力状态" 21 研究中,额定风速为2 mps到25 mps,风轮机会在风速为25 mps时关断(停用)。
总结
表1基于风轮机应用需求提供振动传感器的需求摘要。DNVGL状态监控规范认证中给出了传感器的数量、测量方向和频率范围。 9 如 前所述,0 Hz性能对于监控塔架的结构问题非常重要。表1还根据本文提供的现场研究和测量总结了合适的幅度范围和噪声密度。

故障数据收集方法
所有大规模实体WT都有标准的监控控制和数据采集(SCADA)系统,主要用于实施参数监控。监控参数的示例包括变速箱轴承温度和润滑、主动功率输出和相电流。一些参考资料 6 讨论使用SCADA数据进行风轮机状态监控,以检测趋势。英国杜伦大学的一项调查 7 列出了多达10个商用状态监控系统,这些系统可以适配并与使用标准协议的现有SCADA系统完全集成。GE Energy ADAPT.Wind就是这样一个示例。 22 对未来技术趋势的广泛调查 7 显示,在风轮机上安装振动监控系统是一个明显的倾向。
用于风轮机状态监控的合适的振动传感器
在等于或低于0.3 Hz时,压电振动技术难以或无法捕获振动特征。这意味着无法对低速WT部件,例如转子叶片、主轴承、低速变速箱,塔等实施正常监控。基于MEMS的传感器的性能可以低至0 Hz,可以捕捉所有主要风轮机组件中的关键故障。这为客户提供了用 于WT的单一振动传感器解决方案,仅使用MEMS来测量从0 Hz到高达10 kHz及以上的故障。

除了能够捕捉所有关键故障之外,MEMS还具有以下优点:
宽重力测量范围和超低的µg/√Hz噪声密度,可以轻松满足表1中给出的要求。
MEMS具有内置自测(BIST)功能。系统操作员无需访问WT来测试/确保传感器正确运行,可以节约成本。相比之下,压电技术不具备BIST功能。
与基于压电的解决方案相比,MEMS接口在数据接口和电源供应方面更加灵活。在将高阻抗压电传感器输出解译到长电缆 时,可用的选项有限。最常采用的是双线IEPE接口,使用第二根接地线通过共享电源/数据线为压电传感器供电。IEPE使用与压电解决方案匹配的放大器来提供低阻抗电缆驱动解决方案。IEPE接口解决方案可以使用MEMS传感器,但MEMS传感器也能与使用现场总线(RS-485、CAN)或基于以太网的网络操作的现有系统轻松集成。这是因为MEMS传感器可以提供模拟输出或数字输出(SPI、IC),并轻松传输至其他协议。
环保性能:WT通常在-40˚C到+55˚C的温度下运行,而MEMS器件很容易满足这一要求。
与基于压电的传感器相比,MEMS在长时间使用时具有更好的灵敏度和线性度。ADI加速度计的非线性程度很低,通常可以 忽略不计。例如, ADXL1001 MEMS加速度计在满量程范围内具有小于0.025%的典型非线性规格。相比之下,对基于压电传感器的标准化测量的学术研究显示,非线性度为0.5%或更低。23
如今可用的基于MEMS的振动传感器和解决方案
传感器
使用 ADXL1002、 ADXL1003、 ADXL1005、 和 ADcmXL3021 MEMS传感器(如图2 所示)可以轻松满足风轮机应用的振动监控对带宽、范围和噪 声密度的要求。 ADXL355 和 ADXL357 也适合用于实施风轮机塔监控, 具有较低的带宽和范围测量性能。ADXL355/ADXL357具有良好的直流稳定性,这对于测量风轮机塔的倾斜度非常重要。ADXL355/ ADXL357的气密封装保证了良好的长期稳定性。在10年使用寿命中,ADXL355的重复性在±3.5 mg以内,为倾斜测量提供了高度精准的 传感器。

风轮机状态监控解决方案
无线
ADI提供一套完整的验证参考设计、评估系统和即插即用机器健康传感器模块,以加速客户的设计进度。图6显示ADI无线振动监控评估平台。 该系统解决方案整合了机械附件、硬件、固件和PC软件,可以快速部署和评估单轴振动监测解决方案。该模块可以通过磁性方式或螺柱直接连接到电机或固定装置。作为基于状态的监控(CbM)系统的一部分,它也可以与同一无线Mesh网络上的其他模块组合使用,以提供具有多个传感器节点的范围更广的图像。

图6. 无线振动监控评估平台
CbM硬件信号链包含一个安装在模块底座上的单轴ADXL1002加 速度计。将ADXL1002的输出读入 ADuCM4050低功耗微控制器,并在此对其进行缓冲,转换至频域并传输至SmartMesh® IP终端。将ADXL1002的输出从SmartMesh芯片无线传输到SmartMesh IP管理器。管理器连接到PC,可以进行可视化处理和数据保存。数据显示为原始时域数据和FFT数据。还提供了有关时间汇总数据的其他摘要统计信息。提供了PC端GUI的完整Python®代码以及部署于模块上的C语言固件,以便客户修改。
有线
ADI的 Pioneer 1有线CbM评估平台 为 ADcmXL3021 三轴振动传感器提 供工业有线链接解决方案。CbM硬件信号链由三轴ADcmXL3021加速度计和Hirose flex PCB连接器组成。带有SPI和中断输出的ADcmXL3021 Hirose连接器与接口PCB相连,通过数米长的电缆将发送至RS-485物理层的SPI转化发送至远程主控制器板。SPI到RS-485 物理层的转换可以使用隔离或非隔离的接口PCB实现,其中包括 iCoupler® 隔离 (ADuM5401/ADuM110N)和RS-485/RS-422收发器(ADM4168E/ADM3066E)。该解决方案通过一根标准电缆将电能和数据结合在一起,从而降低了远程MEMS传感器节点的电缆和连接器成本。专用软件GUI可以简单配置ADcmXL3021器件,并在长电缆上捕捉振动数据。GUI软件将数据可视化显示为原始时间域或FFT波形。
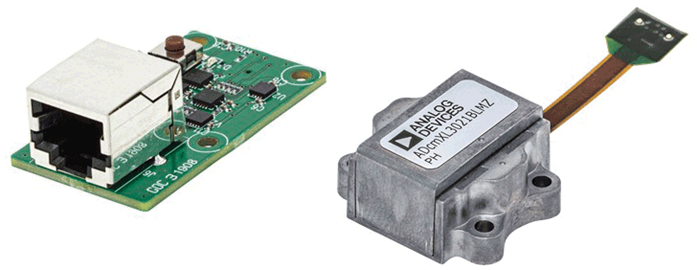
图7. 有线振动监控评估平台
结论
本文证明基于MEMS的传感器可以测量风轮机的关键系统中的所有关键故障。MEMS传感器的带宽、测量范围、直流稳定性和噪声 密度均妥善指定,在风轮机应用中具有出色性能。
MEMS内置自测(BIST)、灵活的模拟/数字接口,以及长时间使用过程中的出色的灵敏度/线性度,这是MEMS传感器成为最佳风轮机 状态监控解决方案的另外一些原因。基于振动检测早期故障的维护系统是一项现代技术,可以防止整个风轮机出现成本高昂的停机。
 我要赚赏金
我要赚赏金 STM32
STM32 MCU
MCU 通讯及无线技术
通讯及无线技术 物联网技术
物联网技术 电子DIY
电子DIY 板卡试用
板卡试用 基础知识
基础知识 软件与操作系统
软件与操作系统 我爱生活
我爱生活 小e食堂
小e食堂

