
LED封装制造主要流程包括固晶、焊线、荧光粉涂覆、透镜成型和测试分选,而其中共晶焊、焊线、涂敷和透镜成型是整个制造过程中的核心技术和装备,本文将对这四大工艺和设备的机理、技术及装备作一简要介绍,以找出我国在发展LED新兴战略产业中亟待攻克的一些技术难题。
1共晶焊机
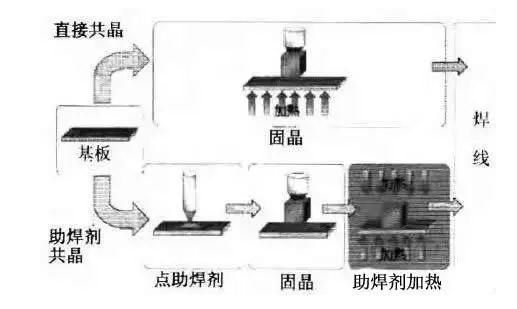
目前,鉴于LED共晶技术有广阔的工业应用背景,欧美等发达国家投入了很大精力在LED共晶核心技术攻关上。如下图所示,这些国家对共晶焊设备的研究主要集中在两个方向上:一是共晶热压,通过加热和施加压力来使带有共晶焊料层的芯片和支架(基板)结合在一起;二是共晶回流,通过加热和使用助焊剂来使带有共晶焊料层的芯片和支架结合在一起。
国外相关核心研究和技术成果主要集中在CREE、Lumileds、Osram等国外LED知名企业。Cree公司在大功率LED共晶焊设备研发方面处于领先地位,已经推出了共晶焊封装大功率LED系列产品EZ9004。但是由于工艺复杂,而且需要使用回流焊加热工艺,所以还存在产量低、芯片氧化、浮焊现象、空洞率高等缺点,所以这种设备只能用于研究机构和小批量生产。首尔半导体也推出了共晶焊大功率产品。
近年来,随着我国半导体产业的迅速发展,相关企业和学者开始着手LED共晶焊工艺和设备的研究,一些企业和研究机构致力于介绍和研究共晶焊技术的发展趋势、设备选型等;另一部分通过模仿、改造已经实现了手工LED共晶焊机的国产化;还有一些企业根据贴片机的结构研发出半自动化的LED共晶焊机,但由于贴片机无法解决LED封装过程中芯片氧化、键合压力变化、接触面空洞率等核心问题,所以通过贴片机改造的LED固晶设备还无法商用。近年来在广东省粤港招标专项等支持下,45所和国星光电合作已研制出样机和应用。
当前共晶焊机在以下方面仍是主要的技术难点:
(1)高精度焊接吸嘴的设计与制造;
(2)LED芯片与基板的高速高精度识别和定位;
(3)共晶过程中基于视觉的高精度位置/力控制;
(4)焊接过程中基于特定温度曲线的阶梯式脉冲温度控制。
 我要赚赏金
我要赚赏金 STM32
STM32 MCU
MCU 通讯及无线技术
通讯及无线技术 物联网技术
物联网技术 电子DIY
电子DIY 板卡试用
板卡试用 基础知识
基础知识 软件与操作系统
软件与操作系统 我爱生活
我爱生活 小e食堂
小e食堂

